

OVERVIEW OF BOILER WATER TREATMENT
Boilers are critical equipment in industries such as food processing, textiles, chemicals, paper, mechanical engineering, and power generation. The quality of boiler feedwater directly affects:
- Heat transfer efficiency
- Equipment lifespan
- Fuel consumption
- Operational safety
If water is not properly treated, issues such as scaling, corrosion, and foaming/carryover will quickly occur, leading to reduced efficiency and potential serious system failures.

General boiler water treatment diagram
TECHNICAL & ECONOMIC BENEFITS OF PROPER BOILER CHEMICAL USE
✔ Improved heat transfer efficiency
✔ Reduced fuel consumption by 3–10%
✔ Extended lifespan of boilers and pipelines
✔ Lower maintenance and downtime costs
✔ Safe and stable long-term operation

COMMON PROBLEMS IN BOILER SYSTEMS
Scale Formation
Caused by precipitation of Ca²⁺, Mg²⁺, and silica at high temperatures, forming insulating layers on heat transfer surfaces.
Impact: Reduced efficiency, increased fuel consumption, overheating, and risk of tube failure.

Corrosion
Caused by dissolved O₂, CO₂, low pH, or unstable chemical conditions.
Impact: Tube leakage, equipment damage, and reduced boiler lifespan.
Foaming & Carryover
Caused by high TDS, oil contamination, organic matter, or excess chemicals.
Impact: Water carryover contaminates steam lines and downstream equipment.
ROLE OF BOILER WATER TREATMENT CHEMICALS
Boiler treatment chemicals are designed to simultaneously control multiple chemical mechanisms, including:
- Prevention of scale formation
- Inhibition of metal corrosion
- Removal of dissolved oxygen
- Control of pH, alkalinity, and conductivity
- Reduction of foaming and carryover
Selecting the right chemicals and proper dosage ensures stable operation while optimizing maintenance and fuel costs.
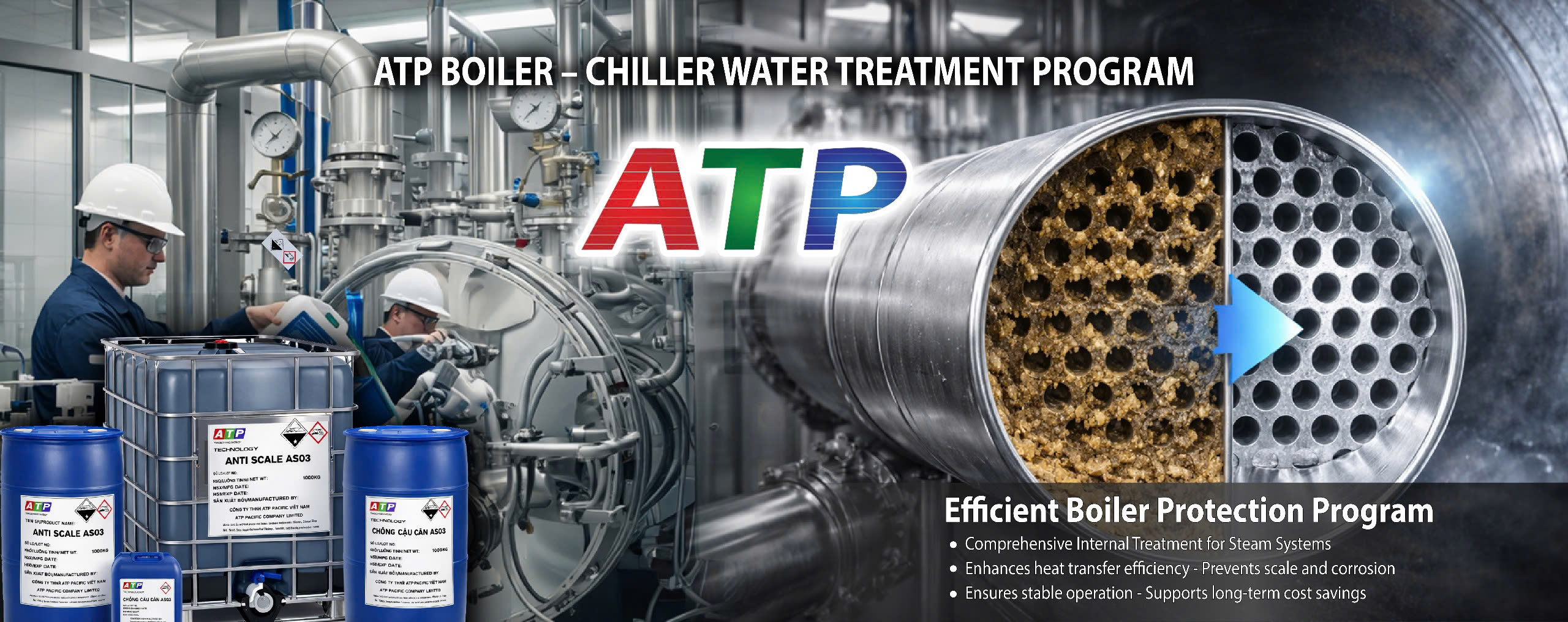
ATP BOILER CHEMICAL PRODUCTS
Scale Inhibitor – AS03
Typical components: polyphosphates, phosphonates, dispersant polymers
Mechanism: Forms complexes with Ca²⁺ and Mg²⁺ ions and disperses particles to prevent adhesion to metal surfaces.
Oxygen Scavenger
Common types: sodium sulfite, DEHA, carbohydrazide
Mechanism: Reacts with dissolved oxygen to prevent electrochemical corrosion.
pH & Alkalinity Control Chemicals
Main components: NaOH, volatile amines (neutralizing amines)
Purpose: Maintain optimal pH (typically 9.5–11.0 depending on boiler pressure) to minimize corrosion and unwanted precipitation.
Anti-foaming Agent – AY01
Composition: silicone-based or specialized polymers
Function: Controls foaming and carryover under high TDS conditions.
PRINCIPLES FOR AN EFFECTIVE BOILER WATER TREATMENT PROGRAM
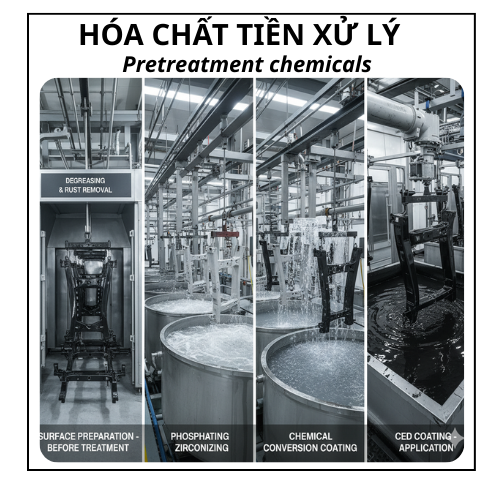
- Feedwater pre-treatment: softening, RO, or demineralization depending on system requirements
- Internal chemical control: monitor pH, TDS, phosphate, and residual sulfite
- Proper blowdown: maintain impurity concentrations within allowable limits
- Periodic monitoring: analyze feedwater, boiler water, and condensate
These practices help optimize heat transfer, minimize scaling, reduce corrosion, and extend the lifespan of the entire steam system.
CONTACT US FOR CONSULTATION & QUOTATION
If you are looking for boiler chemicals or technical support, please contact:
Ms. Giang
📞 0896 672 886
📧 giang.nguyenthithu@atpcorporation.com.vn
Thương hiệu liên quan